复合土工膜施工工艺(新详解大全)
文章出处:admin 人气:3246发表时间:2020-05-13 09:05:24
复合土工膜分为一布一膜和两布一膜,土工布作为土工膜的保护层,使保护防渗层不受损坏。它具有抗拉、抗撕裂、顶破等物理力学性能指标高,具有强度高,延伸性能较好,变形模量大,耐酸碱、抗腐蚀,耐老化,防渗性能好等特点。

施工前准备工作:
1.检查并确认基础支撑层已具备铺设复合土工膜的条件。基面应干燥、压实。表面平整、无裂痕、无泥泞、无洼陷、坡度均匀一致,铺膜内的平直度应平缓变化,阴阳角处圆滑。
2.清扫铺设面,不能有尖锐物,石块、铁丝、木棒等,防渗范围内的草皮,树根要清除,对于杂草要喷洒灭草剂。
施工工艺流程图:
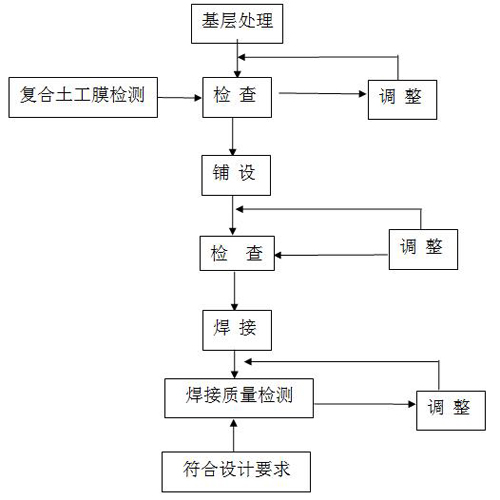
复合土工膜铺设:
1.铺设时先将钢管插入土工膜卷装轴牛皮纸管中,并在钢管两端布设牵引绳,人工牵引绳缓慢将复合土工膜由坡顶放至渠底。两幅相邻的复合土工膜铺设时搭接宽度为10-12cm,以利于复合土工膜的焊接。左右幅铺设完成后,要求土工膜与基床面贴实,平整无突起褶皱,并避免人为和施工机械的损伤。
2.如果铺设复合土工膜的斜坡面不是很长(不超过6米时),一般只是在坡顶做一条深0.8m、宽0.5米的锚固沟,将复合土工膜的卷头放入锚固沟内并回填固定,锚固沟内埋设的复合土工膜的长度不应小于1m。
3.衬砌施工中,为防止混凝土施工时复合土工膜顺坡向下滑移。在一级马道渠肩处须将土工膜压紧固定,可用普通脚手架钢管将土工膜卷起,用竖向钢钎将钢管固定。齿槽部位的复合土工膜铺设时,应适度松弛,且与齿槽紧贴。
4.复合土工膜铺设的斜坡作业面如果较长,比如大型的人工湖、水库或者河道防渗等工程,那就需要采特殊的工程方案,在斜坡中间增加锚固沟。这样可根据坡面的长短增加不同的数量的锚固沟,中间部分的锚固沟深度以0.5m,宽度0.4m为宜,其主要目的是防止复合土工膜在铺设和使用过程中不会因为铺设或者风沙等天气原因出现移位,保证施工便利和使用的安全。
5.铺设后应对铺设的质量进行检测,以目测为主,对铺设不平、不正、有可能影响焊接的需进行调整。
6.复合土工膜铺设作业面如果是立面坡度较陡或者是接近于直立,那就需要对斜坡作业面进行铺设前预埋件处理,有条件的可以提前预埋U型锁或者E型锁,铺设复合土工膜时只要用热风焊枪通过高温加热将它们焊接在一起就可以了。

复合土工膜连接:
复合土工膜焊接使用双轨焊接机,采用热焊接方法使PE膜相连的表面加热处理使之表面熔化,然后通过压力使之熔合成一体。中层土工膜采用热熔焊接爬行机焊接法拼接,搭接宽度不小于10cm,双缝焊宽度为2*10mm,双焊缝间空腔宽度为10mm。大面积焊接前先要进行试焊,通过试焊确定合适的焊接温度和行走速度,以便达到焊接效果。可通过以下检验方法确定合适的试验参数:
1.焊接强度检验:在试焊的土工膜样品上裁剪下宽约10-12cm、长40cm的焊接接头两个,进行室内土工膜焊缝焊接强度破坏性张拉试验,检查焊缝张拉强度是否满足不小于母材抗拉强度的80%的规范要求。
2.外观质量检查:试焊时如果焊痕平整透明,表明焊接温度与行走速度合适;如果焊痕出现严重破损,则表明焊接温度过高或行走速度偏慢;如果焊痕不透明或呈白色,表明焊接温度偏低或行走速度偏快。
3.焊接质量检验:用热熔风枪封堵小样焊缝两端,进行充气试验,满足充气气压达到0.2Mpa,持续5min无明显下降后,采用该速度和温度对现场土工膜进行焊接。
4.人工撕拉检验:试焊样膜采用手撕测试。测试标准为:手撕检查接缝坚固,母材被撕裂而焊缝不被撕裂,可以判定焊缝处焊接强度大于母材强度,判为合格。
试焊完成后,调整好焊接机的各项参数,方可进行大面积焊接工作。
5.焊道搭接宽度:80~100mm;平面和垂直面的自然褶皱分别为:5%~8%;预留伸缩量:3%~5%;边角料剩余量:2%~5%。
6.经施工工艺试验和现场生产性试验总结,该热熔焊接爬行机(以TH-515为例)土工膜焊接温度一般为300-350℃,行走速度一般在3-4档之间,水平面行走速度为2.5m/min。
7.热熔焊接工作温度280~300℃;行进速度2~3m/min;焊接形式为双轨焊接。
8.每道焊缝焊接完成后,需对焊缝进行外观检查:搭接宽度、焊缝宽度和两焊缝间空腔宽度,焊缝应平整美观、顺直平顺,焊缝轮廓明显,成透明玻璃态,无烫伤、气泡、虚焊漏点。如发现问题,用记号笔做好记号,并立即用热熔风枪进行补焊。
9.破损部位修补方法,裁剪规格相同的材料,热熔粘补或采用专用工膜胶密封。
10.焊道处无纺布的连接,膜两侧复合的土工布如在150g/㎡以下可采用热风焊枪焊接,150g/㎡以上采用手提式缝纫机缝合。

复合土工膜质量检测:
1.设备检测:可采用火花试验或超声波探测法.
2.土工膜充气检验前,将土工膜焊接区域起始端、终止端各不小于5cm范围内,用热熔风枪烤至软化后粘贴密实,使焊接区域土工膜空腔成为一个封闭的充气区,以便于充气检验。
3.目测法:观察有无漏接,接缝是否烫损,有无褶皱,是否拼接平均等。
4.复合土工膜焊缝充气检验应选择合适的检验工具,打压设备出气管连接气压表、逆止阀、针头外,不应有其他接头。
1)对双缝充气长度为30-60mm双焊缝间充气压力达到0.15-0.2Mpa,保持1-5min,压力无明显下降为合格。
2)对单焊缝和T形结点及修补点应采取50cm×50cm方格进行真空检测,真空压力大于或等于0.005Mpa。
3)室内试验.焊接抗拉强度应大于母材强度。
复合土工膜施工中要特别注意:
在铺设复合土工膜时,除搬运使用机械之外,应尽量使用人工铺设。这样主要是防止在铺设过程中,机械对复合土工膜造成机械性损伤。铺设时要尽量避免在已铺设好的复合土工膜上面行走,即使避免不了必须换上平底布鞋或者胶鞋,并控制行走的人数和活动的范围。这样既能保证了施工进度、节约了成本,还避免了损伤复合土工膜,确保了防渗工程的整体性和稳定性。
此文关键字:复合土工膜
标题:复合土工膜施工工艺(新详解大全) 地址:http://www.maitugongmo.com/tgmzx/149.html



同类文章排行
- 土工膜是干什么用的
- 防渗土工膜施工工艺
- 土工膜怎样施工
- 土工膜在夏天使用应该注意什么 土工膜价格越贵越好吗
- 如果辨别土工膜质量的好坏
- 土工布和土工膜怎么配合使用
- 详细说一下防渗土工膜的用途和作用
- 如何辨别土工膜的质量
- HDPE土工膜_知识大全_价格行情
- 土工膜规格型号和技术
资讯文章
- 土工膜是干什么用的
- 聚丙烯长丝土工布和聚酯长丝土工布的区别
- 选择鱼塘防渗膜时需要考虑多种因素
- 防渗土工膜施工工艺
- 土工膜怎样施工
- 防渗膜用于鱼池应该注意什么 防渗膜可以用于养甲鱼吗
- 土工膜在夏天使用应该注意什么 土工膜价格越贵越好吗
- 如果辨别土工膜质量的好坏
- 土工布和土工膜怎么配合使用
- 详细说一下防渗土工膜的用途和作用
- 如何辨别土工膜的质量
- HDPE土工膜_知识大全_价格行情
- 土工布和土工膜的用途区别
- 土工膜规格型号和技术
- 双光面hdpe土工膜
- 土工布检测项目有哪些
- 怎样选择优质的土工膜 土工膜能用多长时间
- 详述复合土工膜与hdpe土工膜的区别
- 土工膜每平米多少钱 防渗膜多少钱一卷
- 到底土工膜会不会污染环境呢
